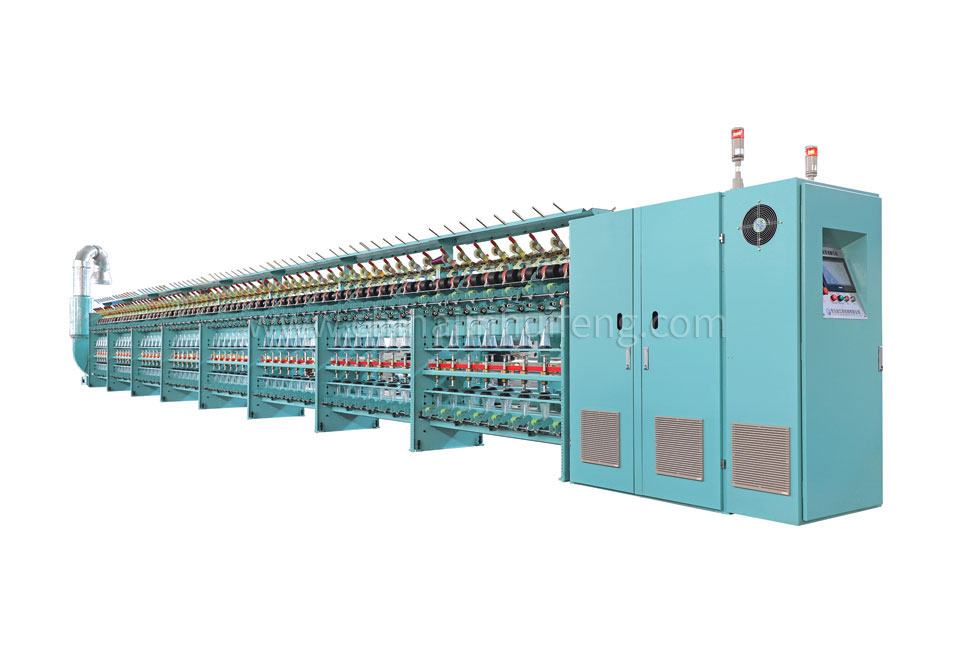


JHF1477/1478全伺服棉纺电脑粗纱机,采用三伺服,结构简单,自动化程度高,设有断电保护装置,换向迅速灵敏,克服了常用机构换向时冒纱等弊病,是新一代实用新型棉纺粗纱机。

JHF1497/1498全伺服电脑型粗纱机,采用先进的电脑控制技术,四伺服电机分别驱动锭翼,罗拉,卷绕,升降系统,实现了四大运动系统的同步匹配,操作简单,自动化程度高,成纱质量好。

采用五电机独立传动各运动单元,运用计算机、伺服技术有效组合的同步伺服控制系统,使各系统控制精度更高。省心省力省人工:无需更换捻度牙和总牵伸牙、操作工的工作量。

JHF1617/1618全伺服棉纺电脑粗纱机,采用五伺服电机驱动,结构简单,自动化程度高,设有断电保护装置,换向迅速灵敏,克服了常用结构换向时冒纱等弊病及实现前、后牵伸三罗拉单独控

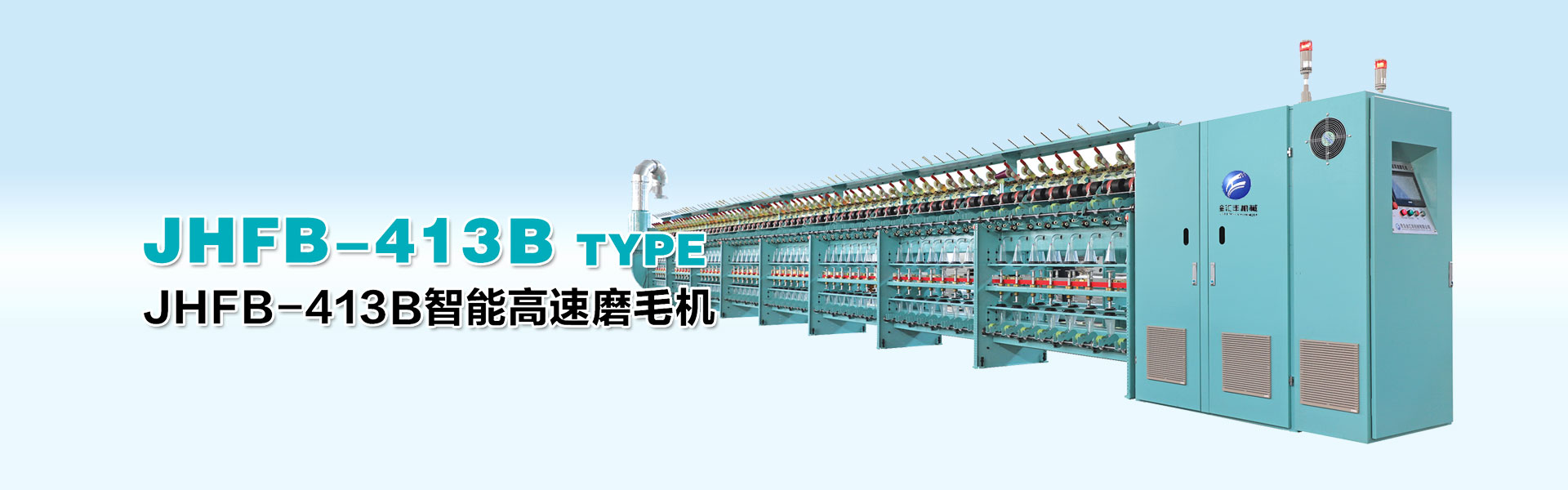
JHFB1498四轴联动全伺服毛纺电脑粗纱机,采用先进的电脑控制技术,四伺服电机分别驱动锭冀、罗拉、卷绕、升降系统,实现了四大运动系统的同步延配,成纱质量好。

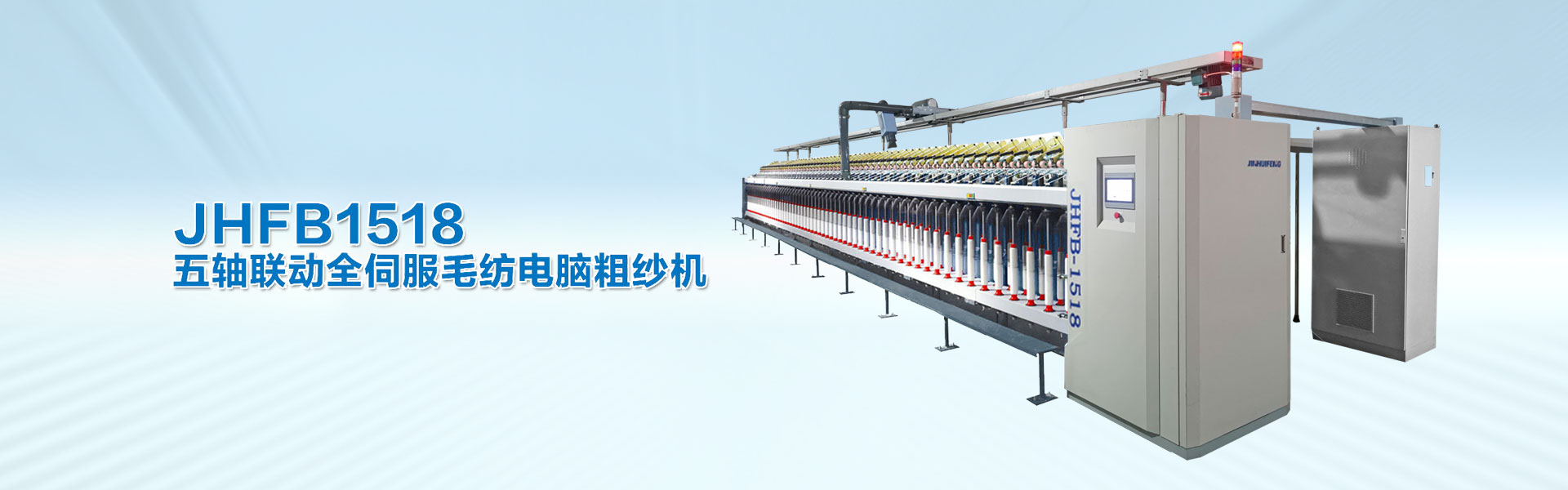
JHFB1518五轴联动全伺服毛纺电脑粗纱机,采用五伺服电机驱动,结构简单,自动化程度高,设有断电保护装置,换向迅速灵敏,克服7常用结构换向时窘纱等弊病及实现主牵伸罗拉单独控制功能